

El Francés Jean Palmer patentó en 1848 el micrómetro. Basándose en este instrumento construyeron otro más perfeccionado, el cual constituyó los comienzos de nuestro moderno micrómetro. El segundo micrómetro se dio a conocer en 1877 y fue el primero de este tipo que se vendió en Estados Unidos, introduciéndose posteriormente a todos los países.
Características
El micrómetro es un instrumento de gran precisión que permite medidas de longitud. Su rango o capacidad de medida puede variar de 0 a 1500 mm o su equivalente en pulgadas de 0 – 60”.
Los modelos menores varían de 0 – 300 mm y se escalonan de 25 en 25 mm o bien en pulgadas de 0 – 12” variando de 1” en 1”.
Su resolución puede ser de:
- 0,01 mm
- 0,002 mm
- 0,001 mm
- 0,001”
- 0,0001”
Construcción
Requieren mayor atención, en la construcción del micrómetro, el arco, el tornillo micrométrico y las puntas de medición.
- Arco: Es construido de acero especial, tratado técnicamente, a fin de eliminar las tensiones; es forrado de placas aislantes para evitar la dilatación debida al calor de las manos.
- Tornillo micrométrico: Este tornillo garantiza la precisión del micrómetro. Está construido con alta precisión en material apropiado, como aleación de acero y acero inoxidable, templado, para darle una dureza capaz de evitar, el desgaste prematuro.
- Punta fija: Es construida también en aleación de acero o acero inoxidable y está fija directamente en el arco; la punta móvil es la prolongación del tornillo micrométrico. Las caras de contacto son endurecidas por procesos diversos para evitar el desgaste rápido de las mismas.
Principio de funcionamiento
El funcionamiento de un micrómetro se basa en que si un tornillo montado en una tuerca fija se hace girar, el desplazamiento del tornillo en el sentido de su longitud es proporcional al giro de su cabeza. Por ejemplo, si el tornillo se hace girar dentro de la tuerca fija, al dar una vuelta completa en el sentido de la flecha a, el tornillo avanza en el sentido de la flecha b una longitud igual al paso de la rosca; si se dan dos vueltas, avanza una longitud igual a dos pasos.

Si el tornillo se escoge de un paso de 0,5 mm y en la cabeza se dispone una escala alrededor dividida en 50 partes iguales para poder medir cincuentavos de vuelta, se podrán medir desplazamientos de 0,5 / 50 = 0,01 mm.
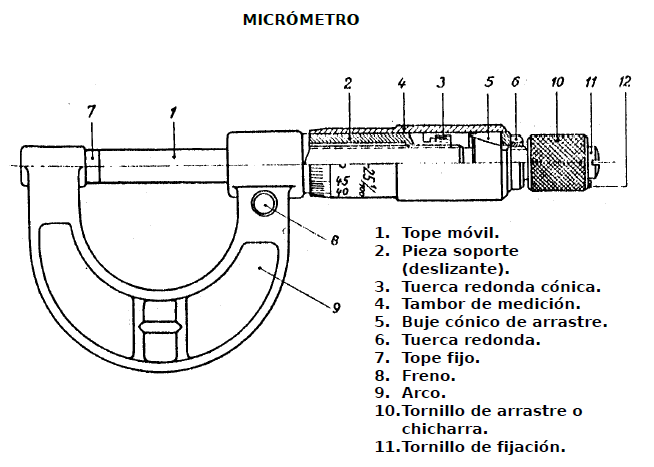
El micrómetro está formado por un cuerpo en forma de herradura en uno de cuyos extremos hay un tope o punta, en el otro extremo hay fija una regla cilíndrica graduada en medios milímetros, que sostiene la tuerca fija; el extremo del tornillo tiene forma de varilla cilíndrica y forma el tope móvil; mientras su cabeza está unida al tambor graduado. Al hacer girar el tambor, el tornillo se enrosca o desenrosca en la tuerca fija y el tambor avanza o retrocede junto con el tope.
Cuando los topes están en contacto, el tambor cubre completamente la regla graduada y la división 0 del tambor graduado coincide con la línea o de la regla graduada. Al irse separando los topes, se va descubriendo la regla y la distancia entre ellos es igual a la medida descubierta sobre la escala fija sumado con las décimas, centésimas y milésimas indicadas en el tambor graduado que se encuentra en coincidencia con la línea de la regla fija.
Dada la gran precisión de los micrómetros, una presión excesiva sobre la pieza que se mide entre los topes, puede falsear el resultado de la medición, además de ocasionar daño dentro del micrómetro, para evitar este inconveniente, el mando del tornillo se hace por medio del tambor moleteado, el cual tiene un dispositivo limitador de presión.
Este dispositivo permite obtener una presión máxima entre los topes que es imposible de sobrepasar.

El paso del tornillo es generalmente de 0,5 mm, o sea, una vuelta del tambor de medición produce un desplazamiento del husillo de medición de 0,5 mm. Dividiendo ahora la circunferencia del tambor de medición en 50 partes iguales, corresponde a una resolución final de 1 / 100 mm.

La vuelta del tambor de medición por cada división corresponde a un movimiento longitudinal del husillo de 0,01 mm.
Tornillos micrométricos más recientes tienen además un tambor indicadormde 1 / 10 mm que pueden leerse en una ventanilla; y con la ayuda del noniompodemos leer hasta 1 / 100 mm.

Lectura en milímetros
En el cuerpo del micrómetro existe la graduación en milímetros y medios milímetros.
Esta graduación puede alternar su posición, es decir los milímetros pueden estar marcados en la parte inferior y los medios milímetros en la parte superior o viceversa.
El tambor muestra una graduación de 50 divisiones, lo que permite leer en 0,01 mm.


Para realizar lecturas en milésimas de pulgadas, se sigue la misma analogía anterior pero con referencia del pie de metro con igual tipo de resolución o precisión.
Tipos de tornillos micrométricos
👉 Para medición de exteriores.

👉 Para espesores de paredes.


👉 Para exteriores con indicador de presión.

- La aguja debe estar en cero antes de efectuar la medición.
- Si la aguja alcanza valores positivos = presión de medición demasiado grande.
- Si la aguja alcanza valores negativos = presión de medición demasiado pequeña.
✏Manejo del micrómetro en mediciones de exterior (espesor)
- Se ajusta el tornillo micrométrico a sobre medida.
- Se mantiene la pieza junto al tope fijo y se ajusta el husillo contra la pieza mediante el trinquete.
- Se fija el husillo ajustando el anillo de sujeción de freno.
Al acercarse el husillo a la pieza de trabajo, hay que girar, con gran cuidado o emplear el escape del trinquete. De una presión de medición demasiado alta resultan errores en la medición.
Los topes de medida y la pieza deben presentar superficies perfectamente limpias.
La pieza y el instrumento deben estar a la misma temperatura, recuerde que la temperatura de medición es de 20 grados Celsius.
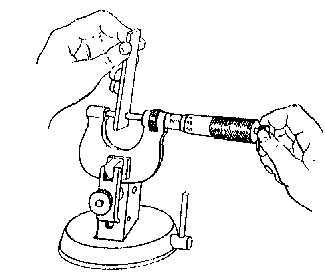
✏ Midiendo Piezas de trabajo fijas
Hay que tomar el tornillo micrométrico con la mano izquierda y girar el husillo de medición contra la
pieza de trabajo.

En sitios difícilmente accesibles, o si una mano tiene que sostener la pieza de trabajo para la medición, se ejecuta la medición, según el trabado, con la mano derecha.

Cuando se mide un gran numero de piezas iguales, es conveniente sujetar el tornillo micrométrico en porta-útil.
💡Advertencia: hay que controlar la posición cero y la posición inicial con especial cuidado, cuando se trata de mediciones exactas. A presión normal, los trazos cero en el manguito de escala y en el tambor de medición tienen que coincidir. En tornillos micrométricos con alcances de medición de más de 25 cm., se verifica la posición inicial con el anillo de graduación respectivo o con bloques
calibrados. La mayor parte de los tornillos micrométricos se construyen de modo que diferencias posibles pueden compensarse por reajustes.
Tornillos micrométricos para mediciones de profundidad e interiores
Se fabrican con una precisión de lectura de 1/100 mm. y en construcciones especiales hasta 1/1000 mm.
👉Tornillos micrométricos para medir profundidades
a) Ejecución normal
b) Ejecución para medir ranuras de chavetas en árboles, los topes de
profundidad son intercambiables.

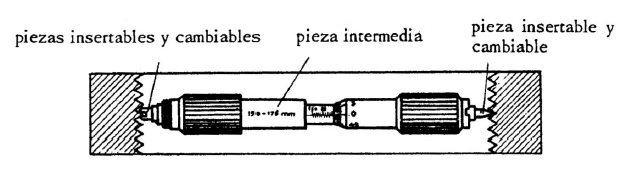
- Ejecución con piezas intermedias cambiables, alcance de medición 50 a 1800
mm.

- Ejecución con alcance de medición de 5 a 30 mm.

- Ejecución con alcance de medición de 5 a 35 mm.


👉 Tornillos micrométricos para medir roscas interiores.
- Ejecución con piezas intercambiables.

- Ejecución con piezas intercambiables, y piezas intermedias.
👉 Tornillo micrométrico con brazos de medición
Al emplear este tornillo micrométrico, hay que proceder con especial cuidado, porque, debido al efecto de palanca producido por los pies de medición junto con el tornillo, pueden resultar fuerzas que no solamente pueden dar lugar a mediciones erróneas, sino también a un deterioro del tornillo micrométrico.

👉 Al medir profundidades
- Se ajusta el tornillo micrométrico a medida inferior.
- Se le aprieta contra la superficie de referencia.
- Se mueve el husillo de medición girándole contra la superficie que hay que medir, hasta tocarla.
Ahora se puede quitar el tornillo micrométrico, para la lectura, hay que prestar atención a que el apoyo sea especialmente bueno.

Para medir profundidad de ranuras en árboles o piezas redondas de trabajo, se puede emplear un tornillo micrométrico con puente acodado. Este caso hay que prestar atención a que la profundidad de la ranura debe ser el resultado de dos mediciones.

👉 Micrómetros para usos especiales
Los micrómetros se construyen también en formas diversas adaptadas a las distintas exigencias de los distintos trabajos. Se utilizan para verificar piezas en serie, espesores de planchas y de paredes de tubos.
 |
| Micómetro para la medición de películas. |
Otros tipos se utilizan preferentemente para medir espesores de:
- Materiales blandos fácilmente deformables, como son el Plomo, Cobre, papel, cartón, etc.
- Laminas muy finas de metales preciosos oro, plata, Platino.
 |
| Micrómetro para espesores de materiales deformables. |
Cuidado en el uso y conservación de los micrómetros o tornillo micrométricos
Estos instrumentos son extremadamente delicados, por ello hay que tener una serie de cuidados en su manejo.
- No se debe accionar el micrómetro por medio del tambor graduado, sino del tambor moleteado.
- Evite el apriete excesivo de las bocas, para no correr riesgo de deformar el armazón.
- No se ha de utilizar nunca el micrómetro como compás de espesores.
- Una vez utilizado, limpie con un paño, engrasándolo después con vaselina.
- Jamás se ha de medir con el micrómetro una pieza en movimiento u otra que esté montada sobre una máquina en movimiento.
- Al guardarse el micrómetro los extremos de este deben quedar separados para evitar deformaciones de arco, producidas por la dilatación.

______________________________________________________________________________________
ENTRADAS RELACIONADAS
- METROLOGÍA - Parte 4 - Instrumentos de Medición y Verificación 1
- METROLOGÍA - Parte 5 - Instrumentos de Medición y Verificación 2
- METROLOGÍA - Parte 6 - Instrumentos de Medición y Verificación 3
FUENTES:
M.J.D.
 AREA MECÁNICA - Sebastian Valdivia - "METROLOGIA TORNILLO MICROMÉTRICO"
AREA MECÁNICA - Sebastian Valdivia - "METROLOGIA TORNILLO MICROMÉTRICO"https://www.mecanicoautomotriz.org/
https://www.asercap.com/

